iMonitor Settings

Calculate Overall Equipment Effectiveness (OEE)
Overall Equipment Effectiveness (OEE) is a standard for measuring manufacturing productivity that identifies the percentage of manufacturing time that is productive. An OEE score of 100% means you are manufacturing only good products as quickly as possible and with no down time. An OEE score of 100%means 100 quality (only good products), 100% performance (speed), and 100% availability (no down time).
Measuring OEE is a best practice in manufacturing. By measuring OEE and identifying underlying losses, you gain insights into the manufacturing improvements you need to make. OEE is the best metric for identifying losses, benchmarking progress, and eliminating waste from the manufacturing process.
The iMonitor Settings area of the Analytics client application allows you to calculate OEE using planned production times, ideal cycle times, and operating time data.
OEE measures how well your investment in equipment is by combining three metrics:
Availability
Performance
Quality
OEE is calculated as:
Availability × Performance × Quality.
If the equations for Availability, Performance, and Quality are reduced to their simplest terms, the resulting calculation for OEE is:
OEE = (Good Count × Ideal Cycle Time) / Planned Production Time
Availability considers down time loss by leveraging the status codes collected from each machine and determining which ones are considered down time. You can configure the down time loss statuses iMonitor settings. Availability uses this calculation:
Availability = Operating Time / Planned Production Time
Performance considers speed loss and uses this calculation:
Performance = Estimated Cycle Time / (Operating Time / Total Pieces)
Estimated Cycle Time is the minimum cycle time that your process can be expected to achieve in optimal circumstances. It is sometimes called Ideal Cycle Time, Design Cycle Time, Theoretical Cycle Time, or Nameplate Capacity.
Since Run Rate is the reciprocal of Cycle Time, Performance can also be calculated as:
Performance = (Total Pieces / Operating Time) / Ideal Run Rate
Performance is capped at 100% to ensure that if an error is made in specifying the Ideal Cycle Time or Ideal Run Rate, the effect on OEE will be limited.
Quality considers Quality Loss and is calculated as:
Quality = Good Pieces / Total Pieces
Configure iMonitor settings
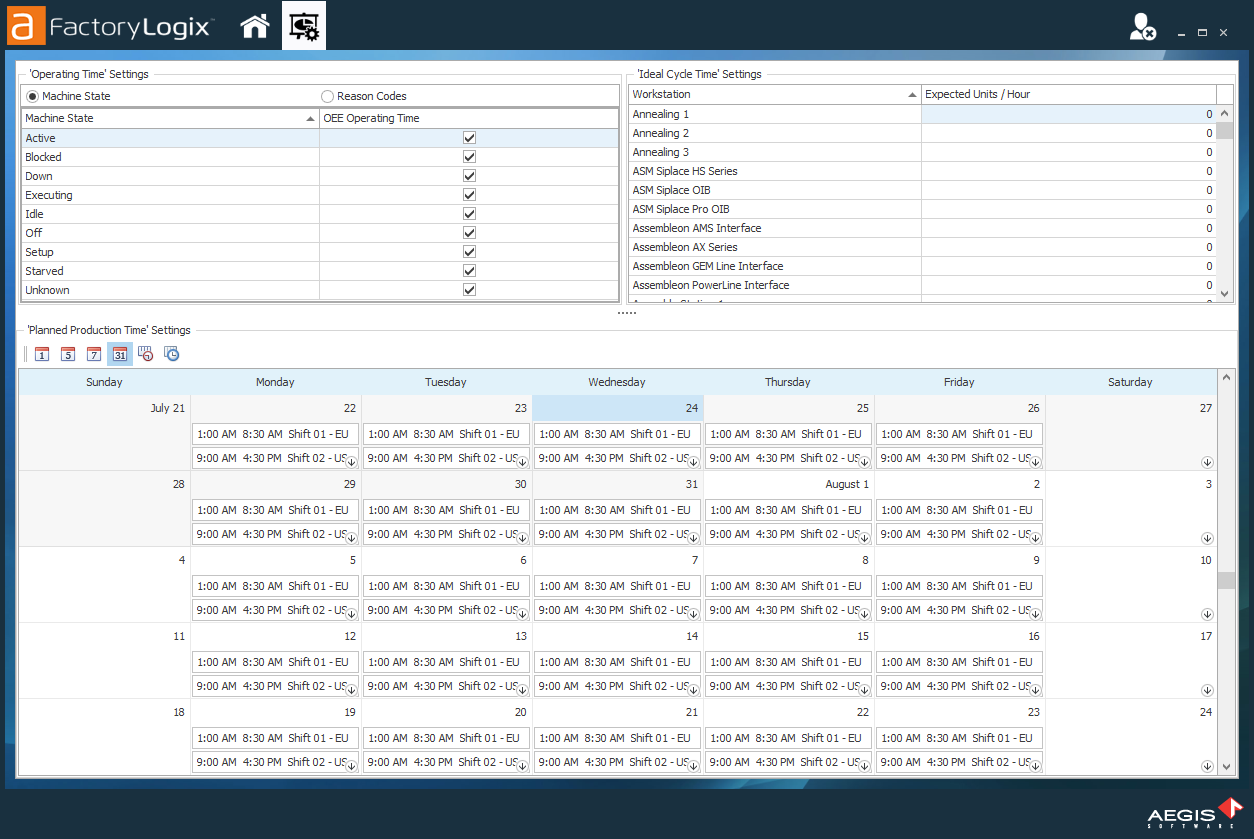
Log into the Analytics client application, then select iMonitor Settings.
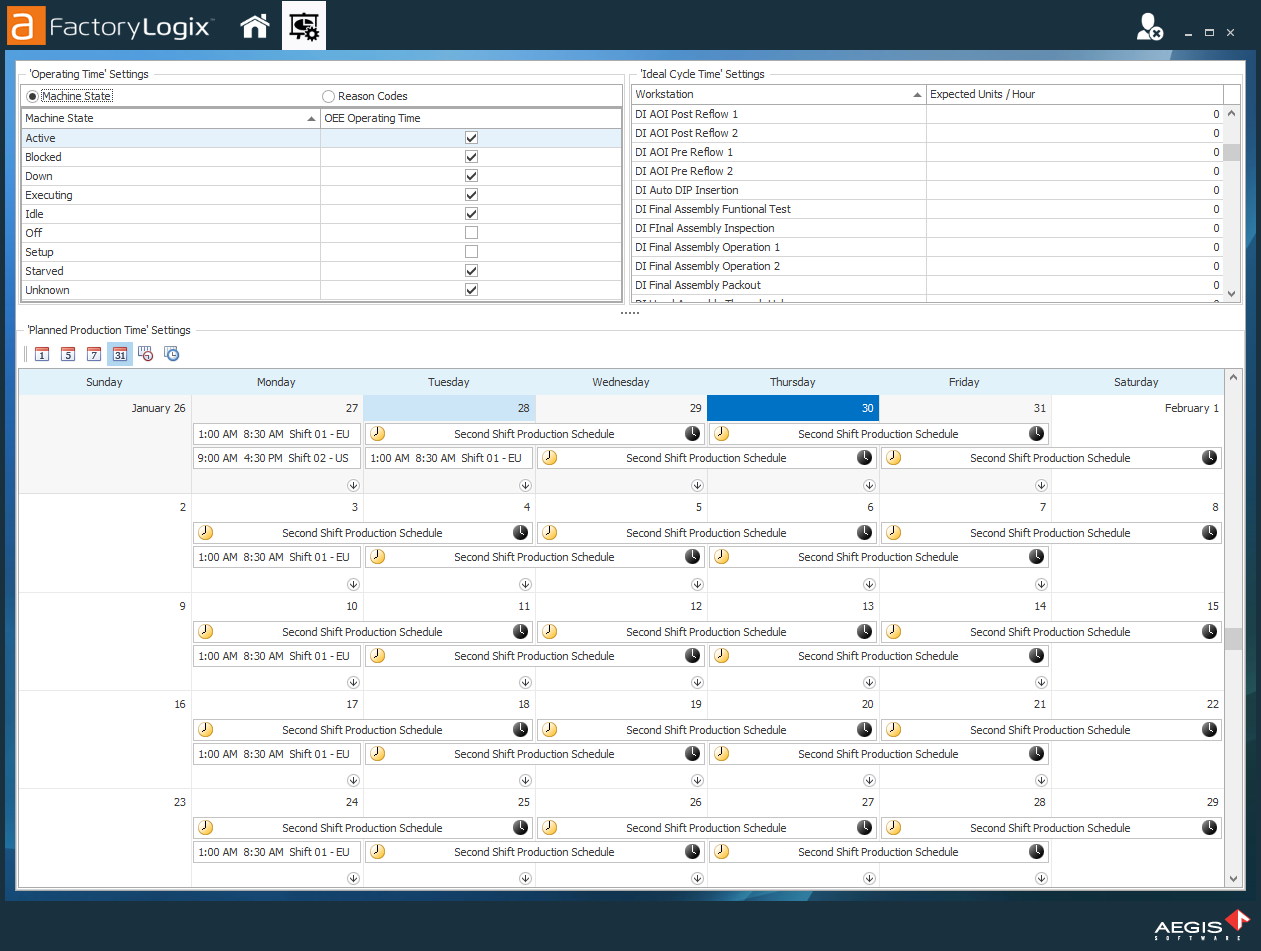
Under Operating Time Settings, select the desired Machine States.
Select Reason Codes.
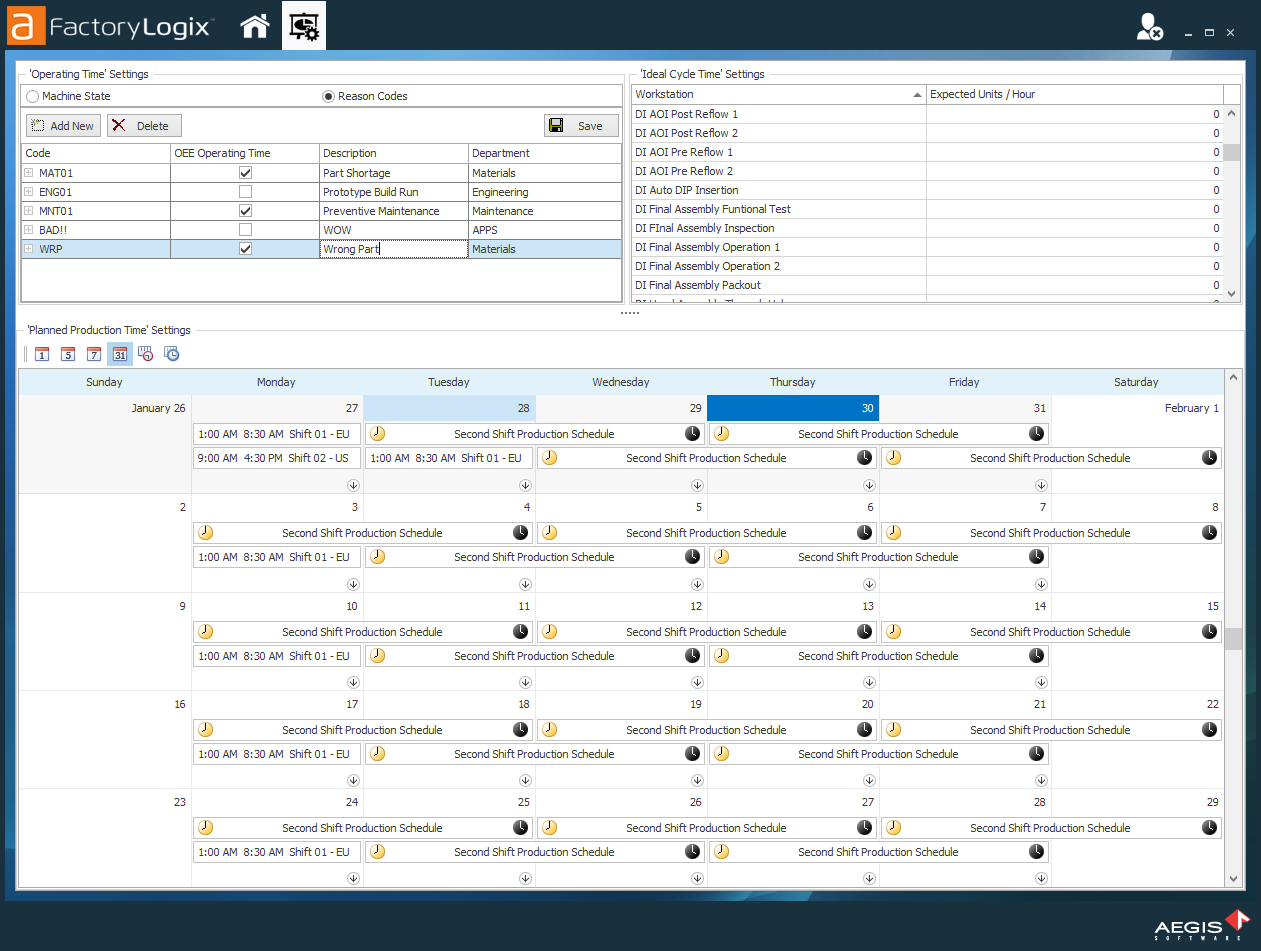
To add a code, select Add New, then enter a code name, description, and department in the Code column.
Select OEE Operating Time to apply the Overall Equipment Effectiveness (OEE) setting to the selected reason code.
Select Save to save the reason code.
Note
You can also add, delete, and manage reason codes in the Production client application by selecting Advanced Features > Reason Codes.
Under Ideal Cycle Time Settings, enter a value for each workstation under Expected Units/Hour.